


Brand name: HANI TECH
Packing Details : Wooden box with fumigation or Wooden Fram
Delivery Details: 30~60days or Based on the quantity
Shipping: Sea freight、Land freight、Air freight
HANI has provided customized mill rolls to dozens of steel mills around the world and has many long-term partners.
Manufacture drawing | √ |
Process schedule with ETD date | √ |
QC checking of each process | √ |
Checking report | √ |
Photos &videos of each process | √ |
ISO 9001 certificate | √ |
Warranty Time | √ |
The third party Checking | √ |
Process Flow:
Product Design → Roll Blank Design → Roll Blank Manufacturing → Roll Blank Acceptance → Annealing → Rough Turning → Ultrasonic Flaw Detection → High-Temperature Quenching → Low-Temperature Tempering → Ultrasonic Flaw Detection (Second Round) → Finishing → Ultrasonic Flaw Detection (Final) → Roll Body Grinding → Roll Numbering → Inspection → Cleaning → Packing → Shipping → Warehousing → Inspection (Post-Delivery) → Use and Maintenance → On-Site Communication → Design Improvement
As evident from this comprehensive flowchart, the roll manufacturing process at HANI forms a closed-loop system. This system encompasses every stage from initial product design, through production and manufacturing, to post-delivery use, maintenance, and subsequent design enhancements. This holistic approach ensures a continuous improvement in the quality of our rolls.
Whole-Process Quality Supervision of Raw Materials:
HANI is committed to meeting and exceeding customer demands with unwavering dedication. Our professional R&D department, coupled with a state-of-the-art production line, ensures direct and effective quality control and service delivery.
With over two decades of invaluable experience in the production of cemented carbide roll rings, HANI has established an integrated system. This system encompasses R&D, powder extraction, as well as alloy production and marketing. Our expert service enables you to make informed and correct material choices that perfectly match your product requirements, ensuring optimal performance and durability.
By choosing HANI, you are not just selecting a supplier; you are partnering with a leader in the industry, committed to excellence and continuous improvement at every step of the manufacturing process.



Raw Material:
The primary raw material utilized is tungsten carbide powder. HANI invested a substantial sum of 20,000,000.00 USD to import carbide powder manufacturing equipment in 2010. Tungsten carbide powder is synthesized from APT through combustion in an electric heating rotary calcination furnace, resulting in the formation of blue tungsten oxide. Subsequently, through further combustion processes, tungsten powder is produced.
Screening & Classification:
The tungsten powder undergoes screening using a vibrating screen. Following this, it is classified into various granularities through air classification equipment.
Ball Milling & Mixing:
Tungsten powder, in a specific proportion, is combined with carbon black and other additives after undergoing ball milling and mixing processes.
High-Quality TC Powder Production:
Tungsten powder mixed with high-grade carbon black is introduced into an intermediate frequency carbonization furnace. The resulting WC powder is then subjected to ball milling, culminating in the production of high-quality tungsten carbide powder.
Formulating Forming Powder:
WC powder, cobalt powder, and other rare elements are carefully formulated in precise proportions. This mixture undergoes 24 hours of wet grinding in a ball mill, resulting in a homogeneous forming powder. This powder is then transferred to a spray drying tower.
Pressing & Burning:
Compression molding is prepared by placing the powder into a mold and pressing it into shape using a hydraulic press. The roughcast is subsequently placed in a furnace and burned to form the roll roughcast.
Finish Machining:
The ring product is achieved through flat grinding, internal hole grinding, and cylindrical grinding processes. Additionally, depending on the specific rolling requirements and the type of rolling mill, the product is further processed into wire grooved roll rings, wire thread roll rings, bar combination rolls, and roll steel.
Data table of grades and properties of tungsten carbide roller
| Grade | Recommended applications |
| HANI08R | Maximum hardness, excellent wear resistance in the series. Used in the last 1~2 stands of good high-speed rolling mills for rolling common and hard steel bars. |
| HANI10R | Higher wear resistance. Mode rate impact resistance in the series. Used in the last 1~2 stands of good high-speed finishing rolling mills for rolling common and hard steel bars. |
| HANI12R | High wear resistance and corrosion resistance. Used in the last 1~4 stands of finishing mills. |
| HANI15R | Moderate wear resistance and impact resistance, good for general purpose. Used in the last 1~4 stands or all stands of finishing mills. |
| HANI18R | Good toughness and thermal crack resistance, good for general purpose. Used in most stands of the finishing mills and the rear stands of common mills. |
| HANI20R | Best for general purposes. Used in the front stands of good rolling mills and in the rear stands of common rolling mills. |
| HANI25R | Used in the first and second stands of finishing rolling mills and in the stands of pre-finishing rolling mills. For every stand of rolling lines for tow speed rolling low precision and unstable operations. |
| HANI30R | Maximum binder content in HANI R series, good toughness and thermal crack resistance. Used in the stands of pre-finishing rolling mills and for rolling rings for hot rolling of ribbed steel. |
| HANI32R | With good toughness and impact resistance, used for bar, deformed bar finish stand rolling. |
| HANI06H | 94 | 6 | 0 | 0 | 14.8 | 89.0 | 2580 |
| HANI08H | 92 | 8 | 0 | 0 | 14.7 | 88.5 | 2600 |
| HANI10H | 90 | 10 | 0 | 0 | 14.5 | 88.0 | 2700 |
| HANI15H | 85 | 15 | 0 | 0 | 14.1 | 85.0 | 2700 |
| HANI20H | 80 | 20 | 0 | 0 | 13.5 | 83.0 | 2700 |
| HANI25H | 75 | 25 | 0 | 0 | 13.1 | 81.5 | 2550 |
| HANI30H | 70 | 30 | 0 | 0 | 12.7 | 80.0 | 2500 |
| HANI32H | 68 | 32 | 0 | 0 | 12.5 | 78.5 | 2400 |
| YGR20 | 90 | 10 | 14.4 | 87.5 | 2650 | ||
| YGR25 | 88 | 12 | 14.3 | 86.5 | 2600 | ||
| YGR30 | 85 | 15 | 14.2 | 85.0 | 2550 | ||
| YGR40 | 82 | 18 | 13.7 | 83.5 | 2500 | ||
| YGR45 | 80 | 20 | 13.5 | 82.5 | 2400 | ||
| YGR55 | 75 | 25 | 13.1 | 80.5 | 2450 | ||
| YGR60 | 70 | 30 | 12.8 | 79.0 | 2250 | ||
| YGH40T | 85 | 15 | 14.1 | 84.5 | 2700 | ||
| YGH45T | 80 | 20 | 13.5 | 83.0 | 2600 | ||
| Grade | Recommended applications |
| HANI06H | It possesses the highest hardness and the best wear-resistance among all the varieties of cemented carbide roll rings, thus used for the rolling of common wire and hard wire on the last 1~2 stands of high- speed wire rod finishing mill. |
| HANI08H | It possesses better wear-resistance and moderate impact-resistance with the hardness second to HANI06H among all the varieties, thus used at the last two stands of high-speed wire rod finishing mill. |
| HANI10H | It possesses the moderate wear-resistance and impact resistance, thus used at the last 3~4 stands of high-speed wire rod finishing mills. |
| HANI15H | Moderate wear resistance and impact resistance, good for general purpose. Used in the last 1~4 stands or all stands of finishing mills |
| HANI20H | Best for general purpose. Used in the front stands of good rolling mills and in the rear stands of common rolling mills. |
| HANI25H | Maximum binder content in HANI H series, good toughness and thermal crack resistance. Used in the stands of pre-finishing rolling mills and for roll rings for hot rolling of ribbed steel. |
| HANI30H | Maximum binder content in HANI H series, good toughness and thermal crack resistance. Used for roll rings for hot rolling of ribbed steel and in the stands of pre-finishing rolling mills. |
| HANI32H | With good toughness and impact resistance, used for bar, deformed bar finish standing rolling. |
| Grade | Recommended applications |
| YGR20 | High wear resistance and corrosion resistance. Used in the last 1~2 stands of finishing mills. |
| YGR25 | High wear resistance and corrosion resistance. Used in the last 1~3 stands of finishing mills. |
| YGR30 | Good toughness, wear resistance, corrosion resistance and thermal crack resistance. Used in the middle and rear stands of finishing mills. |
| YGR40 | Good roughness and thermal crack resistance, good for general purpose. Used in the most stands of the finishing mills and in the rear stands of common mills. |
| YGR45 | Good toughness and thermal crack resistance. Used in the front stands of finishing mills. |
| YGR55 | Good impact resistance. Used in the stands of pre-finishing rolling mills for hot rolling ribbed steel bars and they can be machined with turning and milling. |
| YGR60 | Good impact resistance. Used for hot rolling ribbed steel bars and in the first and second stands of pre-finishing rolling mills. |
| YGH40T | With good toughness and shock resistance, used for preferably high speed wire rolling machine, rolling small size deformed bar finish stand. |
| YGH45T | With good toughness and shock resistance, used for general high speed wire or common rolling machine, rolling small size deformed bar finish stand |
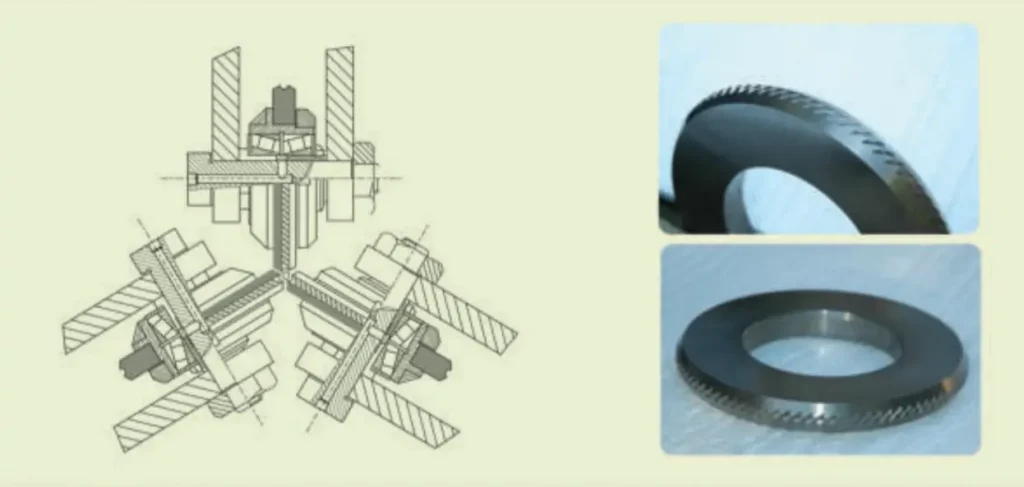
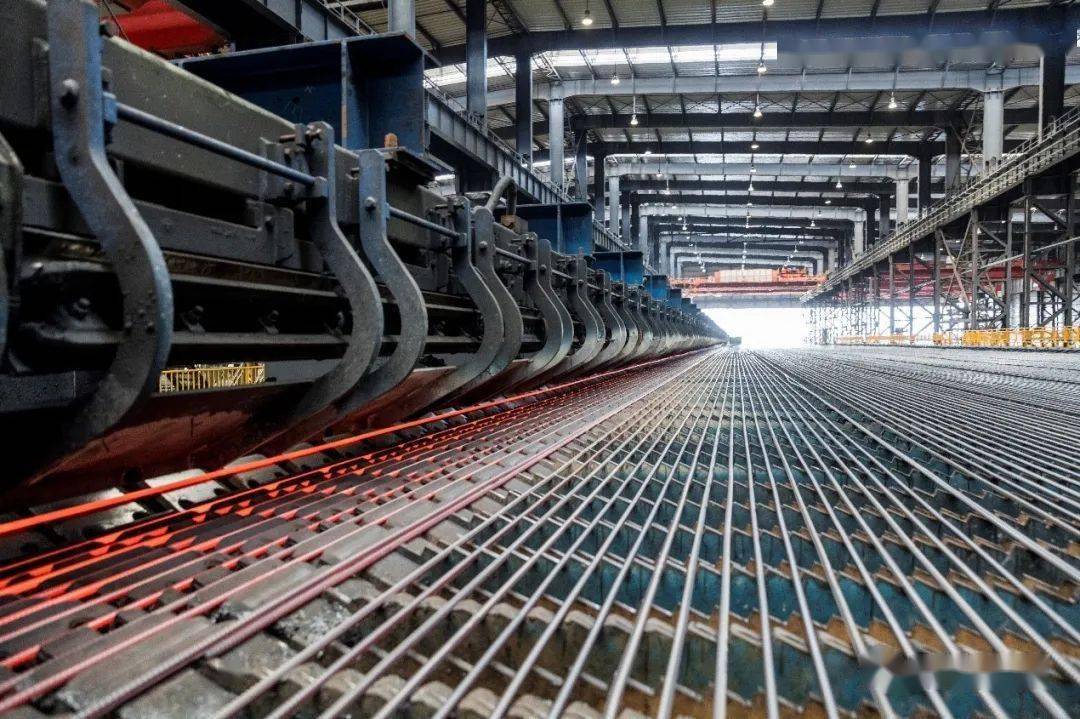
The cemented carbide composite roll is mainly used on the finishing mill for bar, deformed steel bar and common wire. In this way, we can greatly reduce the frequency of changing groove and roll, thus to reduce the labor intensity and improve the work efficiency. The surface quality and yield shall be improved to a maximrurn degree, which leads to a rernarkable ecornmoic benlefit.
ln accordance with the production line and rolling technology of customers, our products are designed to match one-strand rolling, two-slitting rolling and three-slitting rolling. three-slitting rolling, and four slitting rolling, The cemented carbide composite roll includes K1 finished roller, K2 leder roller,K4 pre-slitting roller.K3 slitting roller with high-speed steel as material. The rolling varieties include wire, bar and deformed steel bar.
| Grade | Recommended applications |
| HANI08R | Maximum hardness, excellent wear resistance in the series. Used in the last 1~2 stands of good high-speed rolling mills for rolling common and hard steel bars. |
| HANI10R | Higher wear resistance. Mode rate impact resistance in the series. Used in the last 1~2 stands of good high-speed finishing rolling mills for rolling common and hard steel bars. |
| HANI12R | High wear resistance and corrosion resistance. Used in the last 1~4 stands of finishing mills. |
| HANI15R | Moderate wear resistance and impact resistance, good for general purpose. Used in the last 1~4 stands or all stands of finishing mills. |
| HANI18R | Good toughness and thermal crack resistance, good for general purpose. Used in most stands of the finishing mills and the rear stands of common mills. |
| HANI20R | Best for general purposes. Used in the front stands of good rolling mills and in the rear stands of common rolling mills. |
| HANI25R | Used in the first and second stands of finishing rolling mills and in the stands of pre-finishing rolling mills. For every stand of rolling lines for tow speed rolling low precision and unstable operations. |
| HANI30R | Maximum binder content in HANI R series, good toughness and thermal crack resistance. Used in the stands of pre-finishing rolling mills and for rolling rings for hot rolling of ribbed steel. |
| HANI32R | With good toughness and impact resistance, used for bar, deformed bar finish stand rolling. |
HBW05 is a new type of material specially developed by our company for KOCKS rolling mill bar production line. The hardness of the roll surface is HSD84-89, the uniformity of the roll surface hardness: ≤3HSD, the hardness drop/mm: ≤2HSD. The hardness difference of 3 roller rings of the same hole type is less than or equal to 3HSD. Single grinding amount (reduction): ≤1 mm. The material has high wear resistance and impact toughness under thermal load, so the product has high wear resistance and impact toughness, no ring burst phenomenon, and low processing difficulty. Its steel passing capacity can reach 60-80% of the cemented carbide roller ring, the price is less than 50% of the alloy roller ring, and the frequency of slot changing can reach 2 shifts.
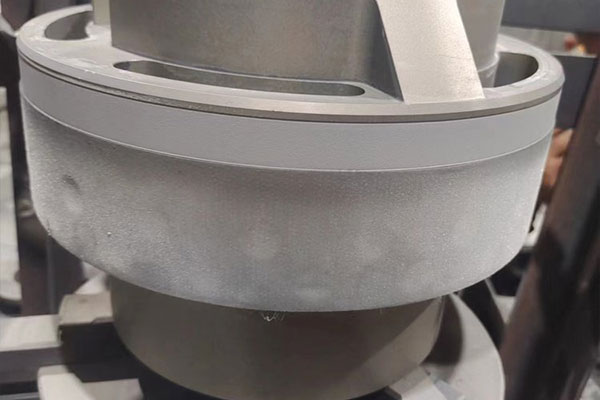
It can be seen from the metallographic photos that the metallographic structure of the Cementer carbide roll is much better than other materials in terms of the shape, quantity, size and distribution of carbides, as well as the matrix structure and grain size.
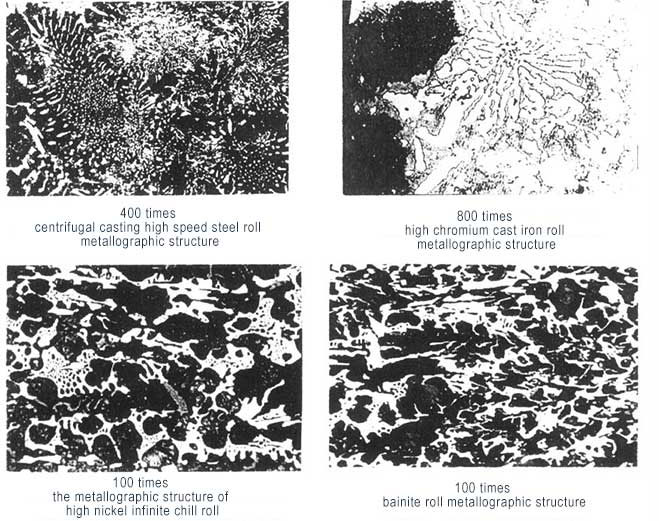
During the use of Cementer carbide roll , under good cooling conditions, a thin and dense oxide film is formed on the surface of the roll body. This uniform, thin and dense oxide film can exist for a long time without falling off, so that the wear resistance of the Cementer carbide roll is significantly improved.
composition | C | Si | Mn | P | S | Cr |
Proportion(%) | 1.3-1.6 | 0.3-1.0 | 0.4-1.2 | ≤0.03 | ≤0.03 | 3.75-4.4 |
composition | Ni | Mo | V | W | Nb | Co |
Proportion(%) | 0.5-1.5 | 3.0-6.0 | 3.0-6.0 | 4.0-6.5 | 0.5-1.5 | ≤1.0 |
Design specifications and standards for manufacturing, quality control and inspection
The relevant standards of the roller ring are as follows:
Testing regulations:
Before determining the grade of cemented carbide for every stand, we shall have a thorough understand about theirproperties so as to make the correct choice (Please refer to the Product manual).
The sleeve insertion and assmbly of cemented carbide roll rings shall be carried out in accordance with the requirementsof precision. There shall be appropriate space between the roll rings and axle or between the roll rings and sleeve. The fit is neither tight nor loose. You should check whether the roll rings contorms to the technological requirement and cleanthe mounting surface of roll rings, sleeve and axle before the installation. it is prohibited to beat the roll rings with hammeror other hard things while assemblying.
For YGH series medium or weak alkali water of PH>7.2
YGRFor YGR series or PH<7.2 weak acid water of PH>7.2
The content of solid particles in the water<15 milligram/L
lt is inevitable to find the microcrack on the rolling groove. The microcrack will gradually extend, stretch and deepen. The groove shall be repaired immediately while the depth of crack reaching 0.2-0.4mm. Otherwise, the crack will deepen quickly, which leads to a risk of broken roller. The range of normal yield is reguated as follows:
Stands of pre-finishing rolling mill: (3500-4000)tons
1-2 Stands of finishing rolling mill: (1800-2500)tons
3-4 Stands of finishing rolling mith(1800-2500)tons
5-6 Stands of finishing rolling mill: (1500-2000)tons
7-8 Stands of finishing rolling mill: (1500-2000)tons
9-10Stands of finishing rolling mill: (1200-1500)tons减
Stands for reducing diameters: (800-1200)tons
lt is normal to find the microcrack on the rolling groove. The groove shall be repaired immediately while the depth of crack reaching 0.2 mm. lt is necessary to prevent the roller from being broken. While repairing, we must ensure to remove the crack thoroughly. Otherwise, it will bring a potential risk to next rolling.It is difficult and inconvenient to check if the surface is polishing. To ensure the complete remove of microcrack, we can increase the grinding quantity. Under thenormal condition, the repair is controlled in the range of:
Roll rings for stands 9-10 of finishing rolling mill(0.4-0.6)mm
Roll rings for stands 1-8 of finishing roiling mill(0.7-1.2)mm
Roll rings for s~nds of pre-finishing rolling mill(1.2——2.0)mm
Carbide rolls can be used in the intermediate finishing section of the rolling mill.
HANI produces carbide rolls with outer diameters up to 550 mm.
To convert from cast iron or steel rolls to carbide rolls, HANI carbide roll product experts will work with the rolling mill to improve roll cooling, machining and handling capabilities. Most rolling mills can be easily changed from cast iron to tungsten carbide.
Due to their higher wear resistance, HANI tungsten carbide rolls last up to 20 times longer than cast iron rolls. This reduces mill downtime while increasing productivity and lowering operating costs
The minimum rolling speed that can be used with tungsten carbide rolls is one meter per second (1 m/s).
Proper cooling is essential to ensure optimal performance of carbide rolls. The recommended minimum pressure is 4 to 6 bar and 250 to 300 liters per minute per molding.
The company strictly according to modern enterprise management requirements set up a perfectquality assurance system, and passed the ISO9001:2008 quality management system certification,ISO14001:2004 environmental management system certification, OHSAS18001:1999 occupationalhealth and safety management system certification.

Pre-sales:
Recommend suitable products according to the actual working conditions and needs of customers.It can also bedeveloped and designed according to needs, and customized services can be provided. During the epidemic, provide remote detection technical support.
Strict quality control:
From raw materials, to the production process and befor eleaving the factory, all performance indicators arestrictly tested, and the professional QC team controls according to the process.
After-sales service:
Quality assurance and Resolution of any issues that arise
What do I need for offering a quote ?
Please offer us 2D or 3D drawings (with material, dimension, tolerance, surface treatment and other technical requirement etc.) ,quantity, application or samples. Then we will quote the best price within 24h.
HANI TECH boasts state-of-the-art equipment and superior technology in mechanical and electro-plating processing. It is equipped with comprehensive testing facilities, maintains impeccable production management, and adheres to stringent environmental protection measures. Through the concerted efforts of its dedicated team, HANI has emerged as a leading global supplier of cemented carbide roll rings in the steel industry.
If you need to purchase, please contact our sales staff
All contents of this website are copyrighted by HANI GROUP and may not be reproduced in any form without permission.
We would be happy to help and advise if you have any questions or inquiries.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}